Soufflage de bouteilles
Applications

Technologie infrarouge pour le soufflage des bouteilles
Le soufflage de bouteilles, également connu sous le nom de processus de moulage par soufflage, est une méthode de fabrication essentielle pour les bouteilles et les conteneurs en plastique. Dans ce processus, une préforme thermoplastique est chauffée, étirée et gonflée avec de l’air comprimé dans un moule pour obtenir la forme finale souhaitée. Cette technique est largement utilisée pour les bouteilles en PET, PP et PC, que l’on trouve couramment dans l’emballage des boissons, des cosmétiques et des produits pharmaceutiques.
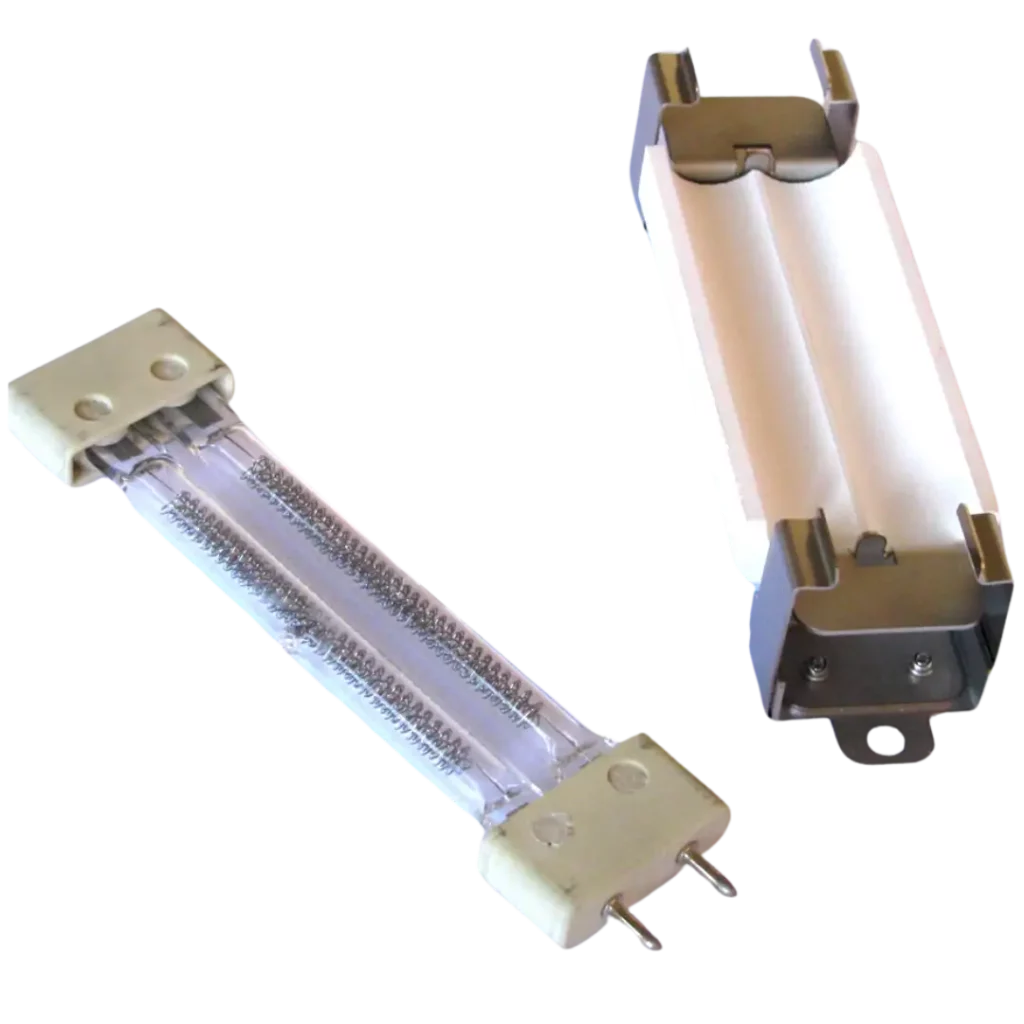
Le chauffage précis de la préforme est un facteur essentiel pour garantir la qualité du produit final. Notre technologie infrarouge permet un chauffage uniforme, efficace et ciblé, parfaitement adapté aux exigences du processus de soufflage des bouteilles. En utilisant des longueurs d’onde spécifiques, la chaleur est appliquée exactement là où elle est nécessaire, ce qui se traduit par une meilleure répartition des matériaux, des temps de cycle plus courts et un processus de production économe en énergie.
Injection étirage soufflage
Le moulage par injection-soufflage (ISBM) est un procédé de fabrication qui combine les avantages du moulage par injection et du moulage par soufflage pour produire des bouteilles et des récipients en plastique de haute qualité. Cette méthode permet d’accroître l’efficacité, d’améliorer les propriétés des matériaux et de réduire les coûts de production. Elle est principalement utilisée pour les bouteilles en PET, PP et PC destinées à l’emballage des boissons, des produits de soins personnels et des produits pharmaceutiques.
Le processus commence par l’injection de plastique fondu dans un moule pour former une préforme, qui est ensuite réchauffée, étirée à l’aide d’une tige mécanique et gonflée avec de l’air comprimé pour lui donner sa forme finale. Après refroidissement, le récipient fini est éjecté, ce qui garantit une épaisseur de paroi uniforme, une grande stabilité et une excellente transparence, idéales pour les solutions d’emballage modernes.
Les quatre étapes principales du soufflage d'une bouteille :
Moulage par injection

Conditionnement préalable

Moulage par étirage-soufflage

Ejection et refroidissement
Moulage par injection :
Production de préformes :
- La résine plastique (généralement PET, PP ou PC) est introduite dans la machine de moulage par injection, où elle est fondue et injectée dans un moule de préforme. Le moule préformé est conçu pour créer un produit partiellement formé, appelé « préforme ». La préforme présente le col et le filetage finis de la bouteille, mais avec une paroi plus épaisse et une taille globale plus petite.
Refroidissement :
- La préforme est refroidie dans le moule, ce qui l’aide à se solidifier et à conserver sa forme. Le temps de refroidissement est important pour s’assurer que la préforme possède les propriétés adéquates pour les étapes suivantes du processus.
Conditionnement préalable :
Réchauffage :
- Les préformes refroidies sont retirées de la machine de moulage par injection et transférées à la machine de moulage par soufflage. Avant le processus de moulage par soufflage, les préformes sont chauffées à une température spécifique afin de garantir une viscosité optimale du matériau pour le moulage par étirage-soufflage.
Contrôle de la température :
- La température doit être contrôlée avec précision et répartie uniformément dans la préforme afin de garantir des propriétés matérielles constantes et une épaisseur uniforme de la paroi de la bouteille au cours du processus de moulage par soufflage.
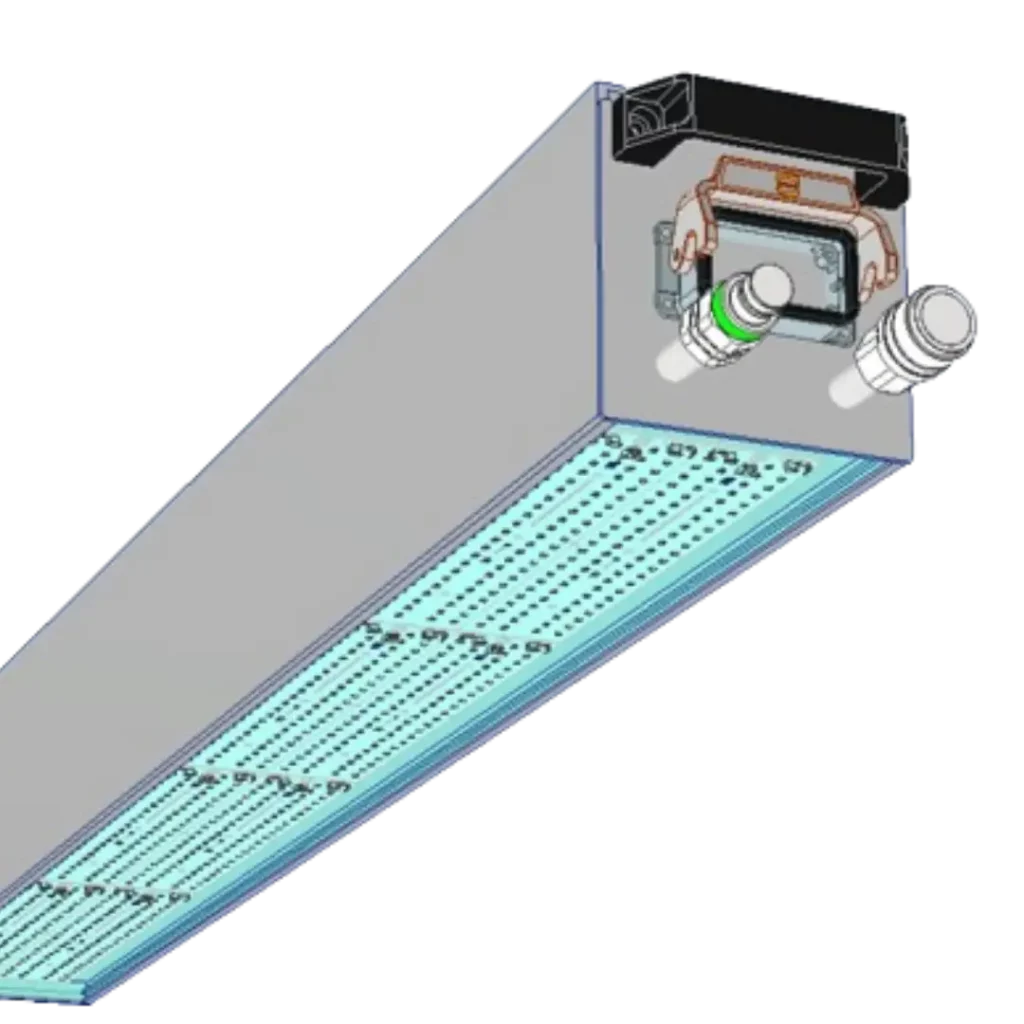
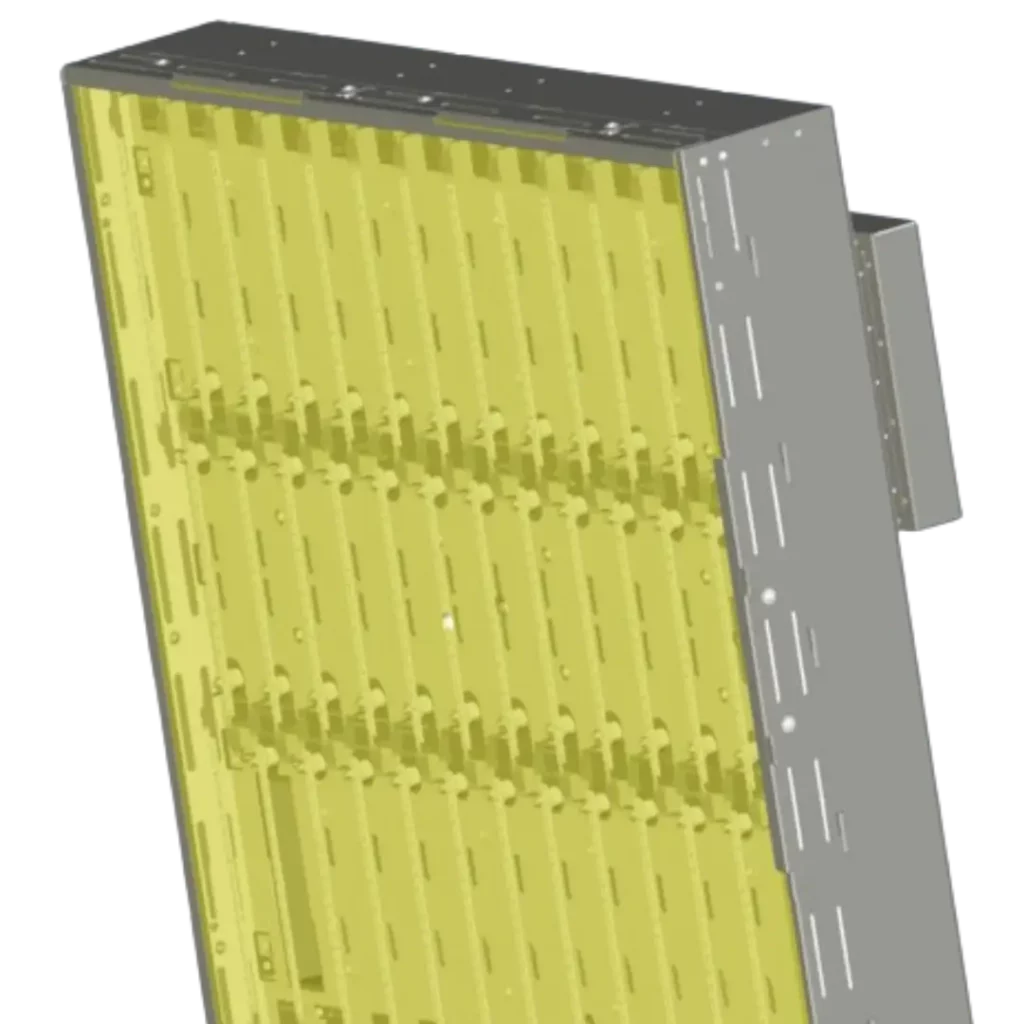
DR. FISCHER est le leader mondial de cette technologie :
- Un chauffage efficace est obtenu grâce à la combinaison de notre LRP et d’une longueur d’onde d’émetteur spécifique.
Moulage par étirage-soufflage :
Étirage de la préforme :
- La préforme chauffée est serrée dans le moule de soufflage et une tige d’étirement est insérée dans la préforme. La tige d’étirage pousse la préforme dans le sens axial, ce qui provoque son allongement et l’amincissement des parois du matériau.
Soufflage :
- De l’air à haute pression est introduit dans la préforme, la forçant à se dilater contre les parois du moule de soufflage. La combinaison de l’étirage axial et du soufflage radial assure une distribution uniforme du matériau, ce qui permet d’obtenir une bouteille solide et légère, dotée d’une excellente transparence et d’excellentes propriétés de barrière.
Ejection et refroidissement :
Refroidissement :
- Après le processus de soufflage, la bouteille nouvellement formée est laissée à refroidir à l’intérieur du moule. Le temps de refroidissement dépend de facteurs tels que l’épaisseur de la bouteille, le type de matériau et la température du moule.
Éjection :
- Une fois la bouteille refroidie et solidifiée, le moule de soufflage s’ouvre et le produit fini est éjecté de la machine. La qualité des bouteilles est alors contrôlée et tout matériau excédentaire, tel que les bavures ou les queues, est enlevé.
Nos solutions sur mesure
Systèmes UV
Systèmes de LED (ou de lampes) UV pour le durcissement des adhésifs durcissant aux UV
Systèmes IR
Systèmes IR pour le séchage d’adhésifs à base de solvants
Lampes UV et IR
Lampes UV et IR adaptées aux différents procédés de fabrication des adhésifs